

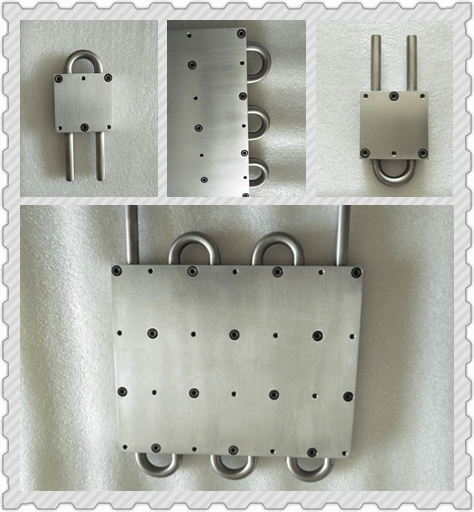
Pipe and Tube Bender
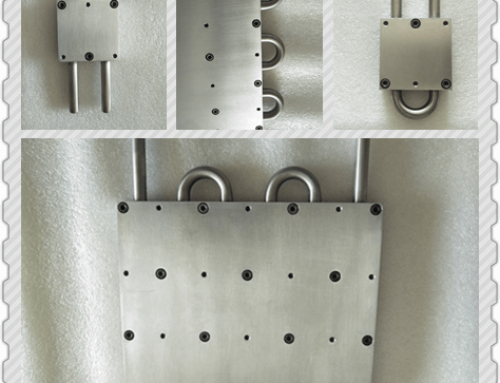
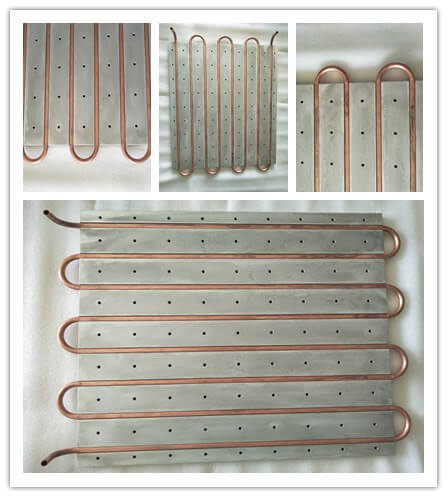
Coil bending
A pipe and tube bender is a machine which bends tube, pipe and solid metals. Pipe bending machines can either be human powered, hydraulic assisted, or hydraulic motor driven. In the pipe bending operation the tube may be supported internally or externally to preserve the cross section of the pipe. In operations where there is flexibility in the shape of the pipe, the pipe does not need to be supported, however there will be some deformation in the cross section of the pipe.
Process
Tube bending as a process starts with loading a tube into a pipe bender and clamping it into place between two dies, the clamping block and the forming die. The tube is also loosely held by two other dies, the wiper die and the pressure die. After that has been completed the mechanist will start the bender, while the tube is pulled around the forming die creating a elbow, U-bend, 2-D or 3-D bent tubes. Three dimensional tube is a tube with each opening on different planes. Two dimensional tube is a tube with each opening on the same plane. Also the foot pound power required to bend certain tubes can range 4ft-lbs to 300ft-lbs depending on the diameter and material such as, steel and copper.
Finishes
Many times after a tube is bent the finish on the in side of the bend will have wrinkles and a stretched wall on the outside wall. The finish on the inner side usually does not wrinkle due to mandrels used in the bending process. Although the inner side of the bend does not wrinkle often the outer side of the bend most often thins due to the stress and strain put on the tube while being bent, but is not thin enough to worry in most cases.
Mandrels
A mandrel is a steel rod or linked ball inserted into the tube while it is being bent to give the tube extra support to reduce wrinkling and braking the tube during this process. The different types of mandrels are as follows.
- Plug mandrel, a solid rod used on normal bends.
- Form mandrel, a solid rod with curved end used on bend when more support is need.
- Ball mandrel without cable, unlinked steel ball bearings inserted into tube, used on critical and precise bends.
- Ball mandrel with cable, linked ball bearings inserted into tube, used on critical bend and precise bends.
- Sand, sand packed into tube, most non used method for bending support. Types
Press bending
Probably the first bending process used on cold pipes and tubing. In this process a die in the shape of the bend is pressed against the pipe forcing the pipe to fit the shape of the bend. Because the pipe is not supported internally there is some deformation of the shape of the pipe giving an ovular cross section. This process is used where a consistent cross section of the pipe is not required.
Rotary draw benders
Rotary draw benders (RDB) are precise in that they bend using tooling or “die sets” which have a constant center line radius (CLR). The die set consists of two parts: The former die creates the shape to which the material will be bent. The counter die does the work of pushing the material into the former die while traveling the length of the bend. Rotary draw benders can be programmable to store multiple bend jobs with varying degrees of bending. Often a positioning index table (IDX) is attached to the bender allowing the operator to reproduce complex bends which can have multiple bends and differing planes.
Rotary draw benders are the most popular machines for use in bending tube, pipe and solids for applications like: handrails, frames, motor vehicle roll cages, handles, lines and much more. Rotary draw benders create aesthetically pleasing bends when the right tooling is matched to the application.
Mandrel benders
Mandrel benders (MB) are machines designed to bend tube to a tight radius with little to no change in the shape of the tube. Typically a mandrel bender is needed when bending thin wall tubing to a radius much tighter than the material can bend without collapsing or distorting. The word mandrel refers to the part of the tooling set up which is inserted into the tube and remains inside the tube during the bend process. This internal mandrel helps to support the shape of the wall when bending. Performance automotive or motorcycle exhaust pipe is a common application for a mandrel bender.
Heat-induction
An induction coil is placed around a small section of the pipe at the bend point. It is then heated to between 800 and 2,200 degrees Fahrenheit. While the pipe is hot, pressure is placed on the pipe to bend it. The pipe is then quenched with either air or water spray. Heat-Induction bending is used on large pipes such as freeway signs, power plants, and petroleum pipe lines.
Roll benders
During the roll bending process the pipe, extrusion, or solid is passed through a series of rollers (typically 3) that apply pressure to the pipe gradually changing the bend radius in the pipe. The pyramid style roll benders have one moving roll, usually the top roll. Double pinch type roll benders have two adjustable rolls, usually the bottom rolls, and a fixed top roll. This method of bending causes very little deformation in the cross section of the pipe. This process is suited to producing coils of pipe as well as long gentle bends like those used in truss systems.
Sand-packing / hot-slab forming
In the sand packing process the pipe is filled with fine sand and the ends are capped. The pipe is then heated in a furnace to 1600 °F or higher. The pipe is then placed on a slab with pins set in it. The pipe is then bent around the pins using a winch, crane, or some other mechanical force. The sand in the pipe minimizes distortion in the pipe cross section.
Bending springs
These are strong but flexible springs inserted into a pipe to support the pipe walls during manual bending. They have diameters only slightly less than the internal diameter of the pipe to be bent. They are only suitable for bending 15 mm and 22 mm soft copper pipe (typically used in household plumbing).
The spring is pushed into the pipe until its center is roughly where the bend is to be. A length of flexible wire can be attached to the end of the spring to facilitate its removal. The pipe is generally held against the flexed knee, and the ends of the pipe are pulled up to create the bend. To make it easier to retrieve the spring from the pipe, it is a good idea to bend the pipe slightly more than required, and then slacken it off a little. They are less cumbersome than rotary benders, but are not suitable for bending short lengths of piping when it is difficult to get the requires leverage on the pipe ends.
Bending springs for smaller diameter pipes (10 mm copper pipe) slide over the pipe instead of inside.
All electric tube bending + cutting
A newer style of mandrel bender. This type of tube bender can be designed to bend pipe, or for both bending and cutting pipe in the same bender. There are many variations, including multiple stack benders, benders with tube eject, etc. Multiple stacks can allow to run complex pipe, or different diameter tubes on the same bender with minimized changeover time. Equipped with all electric axes, it offers boost bending capability for 1D bending and thin wall tube bending, with possible cutoff after each part is finished. This superior performance allows for improved production of many parts from a single tube length.
This CNC tube bending machine is ideal for high volume production, particularly in the field of exhaust pipe systems, manifolds and hydraulic connectors.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}